To improve on-time delivery in a custom metal fabrication shop, schedule against your real finite capacity instead of optimistic guesses, make every job’s status visible in real time, confirm material and cut lists are ready before work starts, and quote delivery dates from your actual shop load.
The shops that hit promised dates consistently are not working harder than you. They have removed the guesswork and the blind spots that quietly push jobs late.
In this article we’ll cover how on-time delivery is measured, why jobs ship late in a fab shop specifically, and seven fixes you can start this week.
Why on-time delivery is the number that will not move
According to the FMA’s annual benchmarking survey (reported by The Fabricator), average on-time delivery in metal fabrication has hovered between 77-88% for the past decade. That means one job in every five jobs ships late, year after year, no matter how many shifts get added or how hard the floor pushes.
The cost is not just the late job. It is the rush freight to make up time, the late penalty in the contract, the production manager who spends the afternoon on the phone instead of on the floor, and the customer who quietly starts asking a competitor for a quote.
If you want to see where your shop sits against the rest of the industry, our metal fabrication performance KPIs benchmark breaks down the typical on-time delivery rate by shop type. This article is about the other half of the question: once you know your number, how do you actually move it.

What do on-time delivery (OTD) and On tIME iN fULL (OTIF) mean
On-time delivery (OTD) is the percentage of jobs you ship by the date you promised the customer. Here’s the formula to calculate your OTD:
OTD = (jobs delivered on or before the promised date / total jobs delivered) x 100
OTIF, on time in full, is the stricter version of OTD. A job only counts if it ships on time and complete, with nothing back-ordered or short. For a project-based steel fabricator, OTIF is the metric that matches how your customers actually judge you, because a structure delivered on time but missing three brackets is still a problem on their site.
A realistic target for a healthy job shop is the low to mid 90s. The shops stuck in the 70s and 80s are almost never short on effort. They are short on visibility and a schedule that holds.
Why jobs ship late in a Custom Steel fabrication shop
Late delivery in fabrication is usually a stack of small, predictable ones:
- Optimistic scheduling. Dates get promised from a gut feel about capacity, not a real load. Two big projects land in the same week, the welding cell is the bottleneck, and something has to give.
- No real-time visibility. Nobody can say where a job actually stands without walking the floor or chasing the production manager. By the time a slip is visible, it is too late to recover.
- Material and cut lists not ready. The job is scheduled, the team is available, and the steel has not arrived or the cut list is not finalized. Work stalls before it starts.
- Capacity-blind promising. Sales commits to a date without knowing what is already on the floor, so the shop inherits a deadline it never had room for.
- Rework and missing information. A wrong revision, a missing drawing, a part that fails inspection. Each one quietly eats the buffer you were counting on.
Notice that only one of these is about how fast people work. The rest are planning and information problems. That is the good news, because those are the ones you can fix without hiring.
7 fixes to improve on-time delivery
1. Measure OTD and OTIF realistically
You cannot improve a number you are not tracking. Start logging every job against its promised date and whether it shipped complete. Two weeks of honest data tells you your real baseline and, more useful, where in the flow the time is lost. Most shops are surprised to find the slip happens in planning and material readiness, not at the machines.
2. Schedule against finite capacity
Finite capacity scheduling means the schedule respects how much each work center can actually do in a day, instead of assuming infinite room. When you load jobs against real capacity, overloads show up before they become late deliveries. You can see that next Tuesday the welding cell is already full, so you move, resequence, or have the conversation with the customer now rather than the day before the deadline.
3. Make every job’s status visible in real time
The single fastest way to protect a delivery date is to know the moment a job falls behind. When progress is logged as work happens and rolls up to one live view, a slip is visible while there is still time to react. This is the difference between catching a problem on day two and discovering it on the delivery date.
4. Lock material and cut-list readiness before work starts
A job should not hit the schedule until its material is confirmed and its cut list is final. Tie procurement to each project, flag long-lead items early, and treat a job as not ready until the inputs are in. This one discipline removes a large share of late starts, which are the late deliveries you never see coming.
5. Quote delivery dates from your actual shop load
Promised dates should come from what is already on the floor, not from a standard lead time that ignores this week’s reality. When estimating can see current capacity and committed work, the dates that go out are dates the shop can actually hit. Our guide to reducing lead times covers how to tighten the gap between order and ship.
6. Set alerts for at-risk jobs
Catching slippage early is worth more than any after-the-fact report. Set up alerts that flag a job the moment it falls behind schedule or a dependency goes missing, so the people who can act find out automatically instead of stumbling on it. Early warning turns a missed deadline into a recovered one.
7. Review estimate versus actual to stop repeat slippage
After each job, compare the hours and timeline you planned against what actually happened. The patterns repeat. A certain job type always runs long, a certain step is always underestimated. Feeding that back into your next quote and schedule is how a shop climbs from the 80s into the 90s and stays there.
How EZIIL helps you hit promised dates and deliver on time, every time
Everything above is doable on spreadsheets and discipline. The reason most shops stay stuck is that spreadsheets cannot show you the present in real time, and discipline erodes the moment things get busy. That is the gap EZIIL is built to close, specifically for project-based metal fabricators with 15 to 150 people.
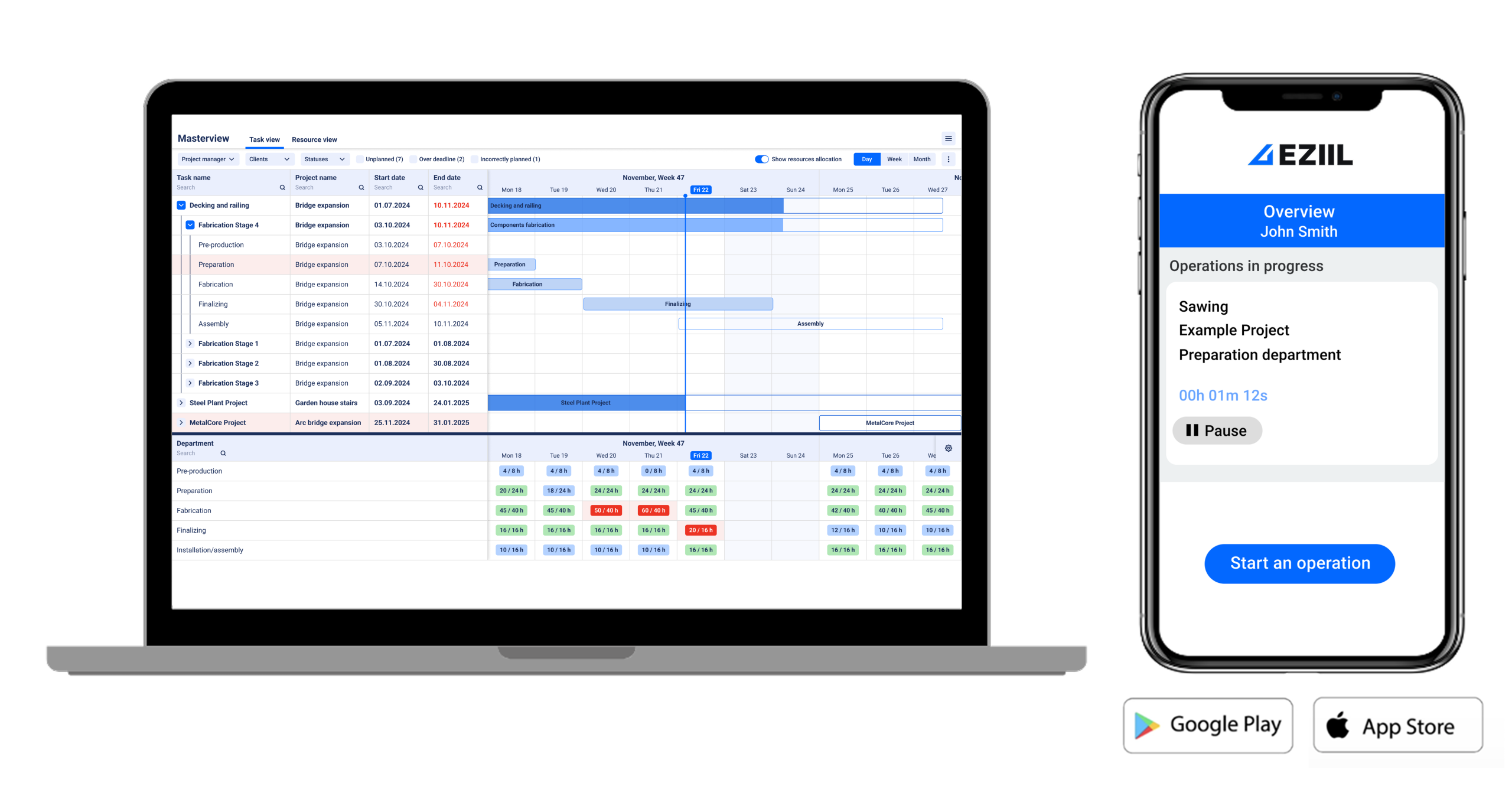
- Drag-and-drop capacity scheduling lays every project across your work centers, so overloads are visible before they happen and you can resequence in seconds instead of rebuilding a spreadsheet.
- A real-time production overview shows where every job stands without walking the floor. Shop-floor workers log progress from a phone, the dashboard updates automatically, and the slip in fix number three becomes something you see, not something you discover.
- On-time delivery indicators and at-risk alerts keep your OTD number in front of you and flag tasks or departments falling behind while there is still time to act.
This is exactly the shift our customers describe once the manual updating disappears. As Lynn Smith, Purchasing Manager at FLI Structures, put it: “The admin work has reduced dramatically, I now have the flexibility to focus on procurement at the best price, and on time delivery.”
EZIIL is flat-rate at 120 euros (140 dollars) per month for a team of up to 15, with no per-user fees, plus a one-off 300 euro (350 dollar) onboarding fee that covers setup, training, and regular check-ins. Measured against a single late-delivery penalty, the math is not close. You can start with scheduling alone and add modules when you are ready.
If you want to see the production overview and capacity view on your own jobs, take a free product walk-through, no strings attached.
Frequently asked questions
What causes late deliveries in manufacturing? The most common causes in a fab shop are optimistic scheduling that ignores real capacity, no real-time visibility into job status, material and cut lists that are not ready when a job is scheduled, sales promising dates the floor has no room for, and rework from missing or wrong information. Most of these are planning and information problems, not speed problems.
How do you calculate on-time delivery and OTIF? On-time delivery is the number of jobs shipped on or before the promised date divided by total jobs shipped, times 100. OTIF, on time in full, is stricter. A job only counts if it ships on time and complete, with nothing short or back-ordered.
How can a small shop improve on-time delivery without hiring more people? Start by measuring OTD honestly to find where time is lost, schedule against real finite capacity so overloads surface early, make job status visible in real time so slips are caught early, and confirm material readiness before a job starts. These four moves address the planning and visibility gaps that cause most late jobs, and none of them require more headcount.
What is a good on-time delivery rate for a metal fabrication shop? The industry average has sat between 77-88% for a decade, and a healthy target is the low to mid 90s. For benchmarks by shop type, see our metal fabrication performance KPIs guide.